+86-15052135118
+86-15052135118 


 Entre em contato
Entre em contato

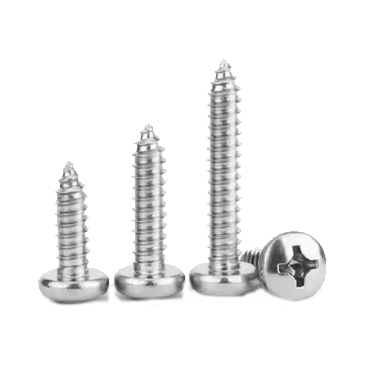
O que é um Parafuso de aço carbono ?
Um parafuso de aço carbono é um fixador roscado fabricado a partir de uma liga de ferro-carbono em que o carbono é o principal elemento de liga, normalmente presente em concentrações entre 0,05% e 1,70% em peso. O teor de carbono, juntamente com vestígios de manganês, silício, enxofre e fósforo, determina a dureza, a resistência à tração, a ductilidade e a usinabilidade do aço – e, por extensão, o desempenho mecânico do parafuso acabado.
O aço carbono é o material mais utilizado na fabricação de parafusos em todo o mundo, respondendo pela maior parte da produção industrial de fixadores em volume. Seu domínio decorre de uma combinação de alta relação resistência-custo , excelente conformabilidade durante a deformação a frio e laminação de roscas e a capacidade de ser tratado termicamente em uma ampla gama de propriedades mecânicas. Desde parafusos de máquina de passo fino usados em montagens eletrônicas até grandes parafusos sextavados estruturais usados na construção, os parafusos de aço carbono atendem praticamente todos os setores que exigem fixação roscada.
A principal limitação do aço carbono comparado ao aço inoxidável é a sua suscetibilidade à corrosão em ambientes úmidos ou quimicamente agressivos. Isso é resolvido por meio de uma variedade de tratamentos de superfície — zincagem, galvanização por imersão a quente, revestimento de fosfato e outros — que prolongam significativamente a vida útil sem alterar as propriedades mecânicas básicas do fixador.

Classes de aço carbono usadas na fabricação de parafusos
Nem todo aço carbono é equivalente. O tipo de aço selecionado para a produção de parafusos governa diretamente a classe de resistência alcançável, a resposta ao tratamento térmico e o comportamento de conformação a frio. Os fabricantes de parafusos trabalham predominantemente com as seguintes categorias de materiais:
Aço de baixo carbono (aço macio) — 0,05%–0,30% C
Classes de baixo carbono, como SAE 1008, 1010 e 1018 são o material padrão para parafusos de uso geral, parafusos para madeira, parafusos auto-roscantes e parafusos para drywall. Seu baixo teor de carbono os torna altamente dúcteis e fáceis de manusear a frio — um processo de fabricação de alta velocidade em que o fio-máquina é transformado em peças brutas de parafuso sem corte — resultando em excelente eficiência de produção e baixo custo por unidade. No entanto, o aço de baixo carbono não pode ser significativamente reforçado por tratamento térmico, por isso estes parafusos são normalmente limitados a classe de propriedade 4.8 ou inferior sob classificação ISO 898-1.
Aço Carbono Médio — 0,30%–0,60% C
Notas como SAE 1035, 1038 e 1045 oferecem potencial de resistência significativamente maior e respondem bem ao tratamento térmico de têmpera e revenido. Estes são os principais materiais para classe de propriedade 8.8, 9.8 e 10.9 parafusos métricos — a espinha dorsal de montagens estruturais e mecânicas em aplicações automotivas, de máquinas e de construção. Após o tratamento térmico, os parafusos de aço de médio carbono atingem resistência à tração de 800–1040MPa, com faixas de dureza controladas (normalmente 22–39 HRC para as classes 8.8 e 10.9, respectivamente) que equilibram a resistência com a resistência à fragilização por hidrogênio durante os processos subsequentes de galvanoplastia.
Aço-liga de médio carbono — com adições de Cr, Mn ou B
Para as classes de resistência mais altas — classe de propriedade 12.9 e aplicações especializadas de alta resistência - os fabricantes usam ligas de aço como SAE 4135, 4140 (cromo-molibdênio) ou notas enriquecidas com boro, como 10B38 . Pequenas adições de boro de 0,0005% a 0,003% melhoram drasticamente a temperabilidade, permitindo o endurecimento completo de parafusos de diâmetros maiores durante a têmpera. Os parafusos classe 12.9 produzidos com esses materiais atingem resistência à tração de 1220 MPa mínimo , tornando-os a escolha para componentes de motor de alto desempenho, grampos de ferramentas e juntas estruturais críticas onde a integridade da junta não é negociável.
| Classe de propriedade ISO | Classe de aço típica | Min. Resistência à tração | Tratamento Térmico | Aplicação Típica |
|---|---|---|---|---|
| 4.8 | SAE 1008–1018 | 420MPa | Nenhum | Montagem geral, luminárias |
| 8.8 | SAE 1035–1045 | 800 MPa | Temperar e temperar | Aço estrutural, estruturas de máquinas |
| 10.9 | SAE 1045/10B38 | 1040 MPa | Temperar e temperar | Umutomotive, heavy equipment |
| 12.9 | SAE 4140 / Liga de aço boro | 1220 MPa | Temperar e temperar | Componentes de motores, ferramentas, aeroespacial |
Tratamentos de superfície e proteção contra corrosão
O aço carbono puro corrói rapidamente quando exposto à umidade e oxigênio. Na maioria das aplicações, um tratamento de superfície é aplicado após a fabricação para fornecer um nível definido de proteção contra corrosão — a escolha do tratamento depende do ambiente de exposição, da vida útil necessária, se o parafuso será pintado ou processado posteriormente e de quaisquer requisitos regulatórios (como conformidade com RoHS para aplicações eletrônicas).
Galvanoplastia de Zinco
O tratamento mais comum para parafusos de aço carbono em aplicações internas e externas leves. Uma fina camada de zinco de 5–12 µm é depositado eletroliticamente, proporcionando proteção sacrificial contra corrosão - o zinco oxida preferencialmente para proteger o substrato de aço. Os parafusos zincados padrão normalmente alcançam 72–200 horas de resistência à névoa salina de acordo com ASTM B117. A passivação com cromato amarelo aplicada sobre a camada de zinco estende esse tempo para 200 horas e dá o familiar acabamento dourado visto em muitos parafusos de hardware. Para parafusos de alta resistência das classes 10.9 e 12.9, um cozimento pós-revestimento para alívio da fragilização por hidrogênio (normalmente 190°C por 4 horas) é obrigatório para evitar fratura tardia.
Galvanização por imersão a quente
Os parafusos são imersos em zinco fundido a aproximadamente 450°C, formando uma camada de liga de zinco-ferro ligada metalurgicamente. 45–85 µm . Este revestimento muito mais espesso proporciona uma resistência à corrosão substancialmente maior - normalmente 500–1.000 horas névoa salina — e é a especificação padrão para fixadores estruturais externos, equipamentos agrícolas e aplicações de infraestrutura, como postes de serviços públicos e guarda-corpos de rodovias. O processo não é adequado para parafusos de classe de propriedade 10.9 e 12.9 de alta resistência devido ao risco de absorção de hidrogênio e à potencial distorção de roscas com tolerância apertada.
Revestimento de Fosfato (Preto ou Cinza)
Os tratamentos com fosfato de zinco ou manganês criam uma camada de conversão cristalina na superfície do aço que fornece resistência à corrosão autônoma mínima, mas excelente retenção de óleo e adesão de tinta. Parafusos fosfatados e oleados são amplamente utilizados em montagens e máquinas automotivas onde o fixador será instalado em ambiente lubrificado ou posteriormente pintado. O fosfato de manganês também é especificado por seu propriedades anti-gripagem em parafusos de cabeça cilíndrica de alta resistência, reduzindo o risco de travamento da rosca durante o aperto com torque controlado.
Revestimentos Geomet / Dacromet e Flocos de Zinco
Os revestimentos inorgânicos de flocos de zinco aplicados por processos de imersão-centrifugação ou pulverização são cada vez mais especificados para fixadores estruturais de alta resistência, onde o risco de fragilização por hidrogênio da galvanoplastia é inaceitável. Esses revestimentos alcançam 720–1.000 horas de resistência à névoa salina em espessuras de revestimento de 8–12 µm, são livres de hidrogênio por natureza e fornecem coeficientes de atrito consistentes, críticos para o controle de torque-tensão em conexões estruturais aparafusadas. Eles são o revestimento dominante em fixadores classe 10.9 nas indústrias automotiva e de energia eólica europeias.
Parafusos de aço carbono versus parafusos de aço inoxidável: quando escolher cada um
A escolha entre parafusos de aço carbono e aço inoxidável é frequentemente mal interpretada como simplesmente uma questão de corrosão, quando na realidade envolve uma compensação mais ampla entre resistência, custo, propriedades magnéticas, resistência ao desgaste e ambiente de aplicação.
Parafusos de aço carbono são a escolha correta quando:
- É necessária alta resistência à tração – o aço inoxidável A2-70 atinge 700 MPa, enquanto o aço carbono classe 10.9 atinge 1.040 MPa e a classe 12.9 atinge 1.220 MPa. Para juntas estruturais e de alta carga, o aço carbono é normalmente a única opção prática.
- O custo é o principal fator - os parafusos de aço carbono geralmente são 30–70% mais barato do que os tipos inoxidáveis equivalentes em volume, tornando-os padrão para a produção industrial em geral.
- A montagem é em ambiente interno controlado ou será pintada, ou seja, um parafuso de aço carbono banhado oferece proteção adequada com custo menor que o inoxidável.
- A resposta magnética é necessária – por exemplo, em acessórios de montagem magnética ou sistemas automatizados de alimentação de fixadores que dependem de orientação magnética.
Parafusos de aço inoxidável são a escolha correta quando:
- O fixador fica exposto a umidade prolongada, água salgada ou produtos químicos agressivos sem a possibilidade de manutenção do revestimento – ferragens marítimas, equipamentos de processamento de alimentos e aplicações arquitetônicas externas.
- Umppearance is critical and the natural silver finish must be maintained without periodic re-coating.
- A montagem envolve metais diferentes onde o risco de corrosão galvânica deve ser gerenciado através da seleção do material e não do revestimento.
Processo de fabricação: como são feitos os parafusos de aço carbono
A compreensão do processo de fabricação esclarece por que certas características de qualidade são importantes ao avaliar parafusos de aço carbono como comprador ou engenheiro especificador.
O método de produção dominante é rumo frio , também chamada de conformação a frio. O fio-máquina é trefilado até um diâmetro preciso, cortado no comprimento da peça bruta e então progressivamente formado por matrizes em temperatura ambiente na geometria da cabeça do parafuso - sem remover material. O cabeçote a frio endurece o aço na junção cabeça-haste, melhorando a resistência à fadiga neste ponto crítico de concentração de tensão. Também alinha o fluxo dos grãos do aço com a geometria da peça, que é mecanicamente superior aos parafusos usinados onde o fluxo dos grãos é interrompido pelo corte.
Lançamento de linha segue direção fria. Matrizes com perfil de rosca inverso pressionam a forma da rosca na peça bruta por deformação plástica em vez de corte. Assim como o cabeçote a frio, isso produz tensões residuais de compressão na raiz da rosca — a região de maior tensão do parafuso sob carga de tração — o que melhora substancialmente a vida útil em comparação com roscas cortadas. Os dados da indústria mostram consistentemente que os fixadores com rosca laminada alcançam 20–30% maior resistência à fadiga do que fixadores com rosca cortada de tamanho equivalente no mesmo tipo de material.
Para classe de propriedade 8.8 e superior, tratamento térmico de têmpera e revenido segue o enrolamento da linha. Os parafusos são austenitizados a 820–880°C, temperados em óleo ou solução de polímero para obter a transformação completa de martensita e depois revenidos a 425–500°C para aliviar a fragilidade e atingir a dureza alvo e a faixa de resistência à tração especificada pela ISO 898-1. O tratamento final da superfície – chapeamento, revestimento ou passivação – é aplicado após o tratamento térmico e qualquer inspeção necessária.